激光加工技術作為現代制造業的核心工藝,其精度、效率與材料適應性直接取決于關鍵參數的優化配置�����。在眾多參數中�����,激光功率與波長是決定加工質量的核心要素����,二者通過能量密度�����、材料吸收率的協同作用����,深刻影響著切割精度���、熱影響區(HAZ)及生產效率�����。本文將系統解析功率與波長的作用機制����,并提供可落地的優化方案�。
一�、激光功率
1、功率對加工效能的量化影響
激光功率(單位:W或kW)表征單位時間內的能量輸出����,直接影響材料熔融速度與加工效率�����。以碳鋼切割為例:
-
??低功率(<500W)??:適用于薄板(≤2mm)切割,但需降低速度以避免過熱�;
-
??中功率(500W-3kW)??:可處理5-10mm板材�����,速度達10-20m/min;
-
??高功率(>3kW)??:支持20mm以上厚板加工��,但需配合脈沖模式減少熱累積�。
實驗數據顯示,功率密度(W/cm²)達到10?時�����,可實現不銹鋼的深熔焊接(熔深>5mm)����,而功率波動超過±5%將導致切口粗糙度Ra值增加30%。
2���、功率穩定性的技術保障
??動態調參系統??:通過PID算法實時補償功率波動,確保切割速度與能量密度的線性關系�;
??熱管理設計??:采用水冷+風冷復合散熱方案�����,將激光器工作溫度波動控制在±0.5℃以內��;
??光路校準??:定期檢測發散角(<5mrad)與光斑均勻性(M²<1.3)��,避免功率密度分布失衡。
二、激光波長
1����、波長與材料相互作用的物理機制
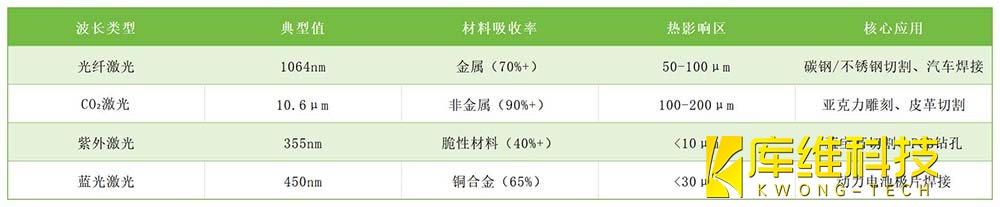
激光波長(單位:nm/μm)決定光子能量與材料吸收特性:
-
??紅外波段(1-10μm)??:如光纖激光(1064nm)��,通過熱傳導機制實現金屬高效切割�,但對高反射材料(銅�、鋁)需采用短脈沖或表面鍍膜;
-
??紫外波段(355nm)??:單光子能量達3.5eV���,可直接破壞分子鍵,適用于玻璃����、陶瓷等脆性材料的冷加工�����。
2、波長選擇的實踐推薦
3��、復合波長技術的突破
通過多波長疊加(如紅外+紫外)�,可兼顧穿透深度與加工精度。例如:
??雙光束切割??:1064nm主光束負責熔化材料��,355nm輔助光束消除重鑄層���,使鈦合金切口粗糙度Ra<1.6μm�;
??波長分時調制??:在鋁合金焊接中,前段采用1064nm預熱�����,后段切換532nm細化熔池�,焊縫強度提升25%���。
三����、功率與波長的協同優化模型
1、多參數聯動機制
建立功率(P)-波長(λ)-速度(v)的三元函數關系:
Q=k⋅Pn⋅λ−m⋅v−p
其中Q為材料去除率,k為材料系數,n、m����、p為指數項(通常1.2≤n≤1.8��,0.5≤m≤1.0)。通過實驗擬合確定最優參數組合,例如:
-
??碳鋼切割??:P=2kW, λ=1064nm, v=15m/min時����,效率達峰值�;
-
??石英玻璃鉆孔??:P=50W, λ=532nm, v=2m/min時���,孔徑一致性誤差<3%��。
2���、行業應用案例
-
??新能源汽車電池焊接??:采用1064nm+脈沖模式(脈寬50ns)��,功率密度達10?W/cm²,實現銅鋁異種材料無缺陷連接;
-
??5G基站濾波器加工??:355nm紫外激光以100kHz重復頻率微孔陣列加工�����,孔徑20μm�����,位置精度±0.5μm�。
-
2mm不銹鋼廚具切割:1064nm光纖激光��,功率1kW,速度4m/min��,輔助氣體(氧氣)壓力0.6MPa���。實現切口粗糙度Ra<1.6μm���,無熔渣����,熱影響區<50μm�。
-
3mm亞克力標牌制作:10.6μm CO?激光����,功率60W,速度10m/min�,頻率5kHz��。字符精度0.1mm,邊緣無碳化���,加工成本低至0.3元/件。
-
純銅復雜結構打印:450nm藍光激光���,功率500W,掃描速度170mm/s。致密度>99.5%��,飛濺量較紅外激光減少90%�����。
激光功率與波長的協同優化��,本質上是能量密度與材料響應特性的精準匹配。未來激光加工將向更高精度(亞微米級)、更低能耗(電光效率>50%)方向演進���。